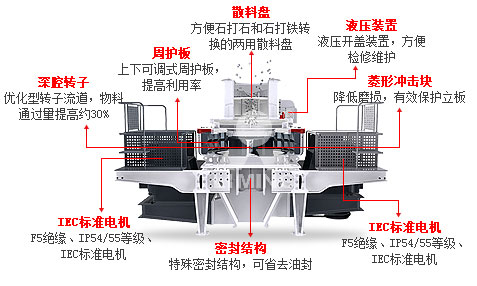
叶轮结构采用全新四口设计,提高物料通过量,相较于三口叶轮同种物料的破碎效 率提高约20%。
采用“石打石”工作模式减少耐磨使用种类,降低客户生产成本;对叶轮部分结构 及工艺进行调整,较以往设备在破碎同种物料条件下叶轮部分使用寿命提升 30~200%。
设备传动部分采用特殊密封结构防止轴承筒漏油,荣获多项国家专利;轴承采用进 口轴承,减低传动系统故障。
新增起吊装置方便客户对设备的维护,检修省工省力;简约的机体下部结构设计有 效防止物料含水量过大时对机体下部堵塞,减少停机时间,运行高效。
电机带动轴承筒传动部分主轴作高速旋转,同时转子随主轴做高速旋转运动,进入叶轮内部物料被叶轮加速后喷射到破碎腔,与破碎腔内形成的料衬物料相互撞击、磋磨,将物料加速后获得动能转化为破碎或者整形物料所需要能量,在破碎腔内循环多次的物料在周围气体涡流的作用下经过多次破碎整形,从而实现物料的连续破 碎整形,从机体下部排出形成所需成品物料,此破碎方式为“石打石”,该模式主要应用于石料的整形破碎;另外本设备还配备了“石打铁”破碎方式,与石打石不同的是:物料从转子喷射出来之后与破碎腔内安装的反击块进行撞击,将物料加速获得能量转化为与反击块碰撞破碎所需要能量,撞击之后物料直接从机体下部排出,无法实现在破碎腔的多次循环破碎,这种破碎方式主要适用于以破碎为主(提供大破碎比为目的)工作场合。

客户情况:
生产现场为二级高差地形,高地为原料堆场和地仓进料,由铲车将原料送入地仓,地仓的料由电磁振动给料机送至欧版磨MTW175T进行粉磨,成品由螺旋输送机送入提升机进入成品罐,成品罐中的料由散装车运送到混凝土搅拌站。

客户情况:
根据客户的需求和石灰石的特性,我们为其配置了三段破碎和筛分流程。物料首先由皮带机输 送至PE600×900颚式破碎机进行粗破,后符合粒度的粗破物料再进入HPT300多缸液压圆锥破碎 机进行二次的中细破碎,破碎后的物料进入振动筛进行筛分,符合碎石粒度大小的直接被输送 至成品料堆,其它部分部分物料则由皮带机送至5X1145制砂机进行制砂整形,整形后经圆振动 筛筛分合格,即满足砂子粒度大小的物料则经洗砂机清洗后送至成品料堆。最终的砂石成品粒 度为:0-5mm、5-10mm、10-20mm、20-31.5mm。







